GB/T7707-2008凹版装潢印刷品(免费下载)
作者:恒科发布日期:2023-05-15 23:05 已浏览阅读:
3414次
目次
前言
1 范围
2 规范性引用文件
3 术语和定义
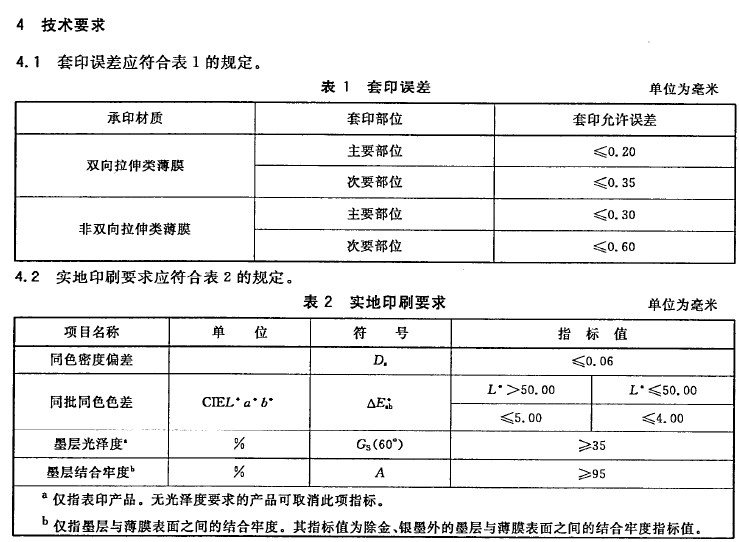
4 技术要求
5 检验方法
6 检验规则
7 标志、包装、运输、贮存
附录A(规范性附录)墨层牢度试验用胶带
参考文献
前言
本标准代替GB/T7707-1987《凹版装潢印刷品》
本标准与GB/T7707-1987相比主要修改如下:
—标准的结构形式按照GB/T1.1—2000进行了修改;
—标准中的“外观”、“套印误差”及“实地印刷要求”等作了适当的修改;
本标准的附录A为规范性附录;
本标准由新闻出版总署提出;
本标准由全国印刷标准经技术委员会归口;
本标准起草单位:上海包装造纸(集团)有限公司、国家轻工业包装装潢印刷制品质量监督检测上海都市顶新包装印务有限公司、中国包装技术协会包装印刷委员会;
本标准主要起草人:郑绍楠、陈麒祥、陆佳平、候小平、包燕敏、张立生、黄波;
本标准于1987年首次发布;
1 范围
标准规定了凹版装潢印刷品的要求、试验方法、检验规则、标志、包装、运输等。
本标准适用于凹版印刷工艺生产的塑料薄膜和玻璃纸装潢印刷品、包装复全膜印刷品。
本标准不适用于纸质凹版印刷装潢印刷品。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T2792-1998 压敏粘带180°剥离强度测定方法(eqv JISZ 0237:1991)
GB/T2828.1 计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划(GB/T2828.1-2003,ISO2859-1:1999,IDT)
GB/T18722 印刷技术 反射密度测量和色度测量在印刷过程控制中的应用(GB/T18722-2002,eqv ISO 13656:2000)
GY/T3 色评价照明和观察条件
ISO 13655 印刷图像的光谱测量与色度计算
ISO 14981 印刷用反射密度仪的光学几何与测量学条件
ISO 15994 印刷技术 印刷品测度视光光泽度
3 术语和定义
下列术语和定义适用于本标准
3.1 凹版印刷 recess printing
印版的图文部分低于非图文部分的印刷方式。
【GB/T9851.1-2008,5.12】
3.2 网目调凹印 halftone gravure
通过网穴大小和深浅变化来再现其阶调值的凹版印刷方式。
【GB/T9851.5-2008,2.3】
3.3 主要部位 prime section
画面上反映主题的部位,如图像、文字、标志等。
【GB/T7005-2008,3,8】
3.4 主要部位 subprime section
画面上除主要部位以外的其他部位。
【GB/T7705-2008,3.9】
4.3 印面外观
4.3.1 成品应整洁,应无明显油墨污渍、残缺、刀丝等。
4.3.2 文字印刷应清晰完整、无残缺变形,小于7.5P(6号)的字应不影响认读。注:P-Point,1 P约等于0.35mm.
4.3.3 实地印刷印迹边缘应光洁、墨色均匀,无明显水纹状。
4.3.4 印刷层次过渡应平稳、无明显阶调跳跃。
4.3.5 网点应清晰均匀、无明显变形和残缺。
4.3.6 印刷色相应符合付印样张要求。
5 检验方法
5.1 检验条件
5.1.1 试验室温度、湿度:温度为23℃±5℃,相对湿度60%℃正15负10%
5.1.2 试样预处理:在5.1.1的条件下,并在无紫外光照射环境中放置时间应≥ 8h。
5.1.3 观样光源:符合CY/T3的规定。
5.2 外观
将试样放在5.1.3所规定的观样光源下,通过目测进行鉴定。
5.3 套印误差
将检测样放在5.1.3所规定的观样光源下,用精度为0.01mm的20倍数放大镜分别测量检测样主要部位和次要部位任二色间的套印误差各3点,分别取其最大值,作为该检测样主要部位和次要部位的套印误差。
5.4 同色密度偏差
5.4.1 仪器
采用符合ISO14981的反射密度计。
5.4.2 仪器校正与使用方法
按GB/T18722的规定进行。
5.4.3 检验步骤
5.4.3.1 测试时试样的底衬应为白色。
5.4.3.2 仪器校正与使用方法按5.4.2。
5.4.3.3 幅面尺寸为135mmX195mm及以下的成品,在同件试样同色的四角和中间各测1点;幅面尺寸为135mmX195mm以上的成品,在同件试样上均匀增测5点。
5.4.4 检验结果
5.4.4.1 每件试样同色密度偏差按式(1)计算
5.7 墨层结合牢度
5.7.1 试样要求
5.7.1.1 采用普通凹印油墨印刷的试样,应放置8h后方可进行墨层结合牢度的测试。
5.7.1.2 采用需固化的凹印油墨印刷的试样,应放置24h后方可进行墨层结合牢度的测试。
5.7.2 检验装置
5.7.2.1 试验用胶带的选择应遵照附录A中的A.1规定。
5.7.2.2 胶带压滚机的要求见附录A中的A.2.1规定。

6 检验规则
6.1 生产条件基本相同的同一品种、同一规格、同一生产周期的一组产品为一批。
6.2 按GB/T 2828.1检验抽样方案规定进行抽样检验。膜的样本单位为卷,袋的样本单位为主。每批最低样本数量一般为膜不少于3卷,袋不少于5只。
6.3 不合格品的判定:每件产品(膜或袋)按本标准的规定进行检验,如有一项或一项以上技术指标不符合要求,则该产品 不合格品。
6.4 不合格批的判定:每批产品(膜或袋)按本标准的规定进行检验,其中有1件或1件以上的产品为不合格品,则应加倍抽样复检。如仍有1件或1件以上的产品为不合格品,则该批为不合格批。
7 标志、包装、运输、贮存
7.1 标志
产品包装箱内应附有产品检验合格证,并标明用户单位、产品名称、品种规格、数量(膜以米为单位、袋以只为单位)、质量、批号、生产企业名称、生产日期、检验员代号等。
7.2 包装
膜、袋产品均应采用瓦楞纸箱内衬塑料薄膜(膜类加筒芯防震垫套芯)或纸类包装,也可按供需双方合同要求进行包装。
7.3 运输
运输中应轻装轻卸,应避免碰撞和接触税利物体,避免重压,应防晒、防雨淋、防热烤。应能保证包装完好及产品不受污染与损伤。
7.4 贮存
产品应贮存在清洁、干燥、通风、温度适中的库房内。应远离热源,距热源应不少于1m。不应堆放过高,以防重压。产品贮存期一般为自生产之日起不超过6个月。





